Дефектовка деталей двигателя
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно — опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой — так дефекты видны значительно лучше.
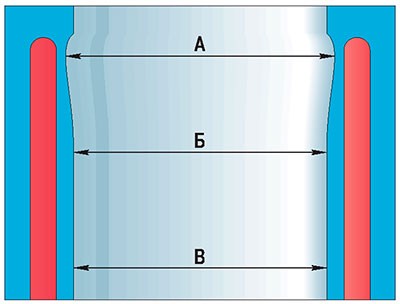
Рис. 5.14. Схема измерения цилиндров: А — пояс наибольшего износа; Б — зона измерения после растачивания и хонингования; В — пояс наименьшего износа
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 5.14). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (в продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров.
Цилиндры на заводе-изготовителе обрабатывают под три размерные группы:
А (72,000-72,010 мм)
В (72,010-72,020 мм)
С (72,020-72,030 мм)
Овальность и конусность не должны быть более ±0,05 мм. Если максимальное значение износа больше 0,08 мм или овальность превышает указанное значение, расточите цилиндры до ремонтного размера поршней (увеличенного на 0,1 мм), оставив припуск 0,02 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке ремонтного поршня расчетный зазор между ним и цилиндром составлял 0,03-0,05 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием. 
4. Проверьте отклонение от плоскостности привалочные поверхности блока и головки блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
- — в поперечном и продольном направлениях;
- — по диагоналям плоскости.
В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение более 0,1 мм, замените блок.
5. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин. 
8. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы. 
9. Измерьте диаметры поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки.
Поршни номинального размера изготавливают трех размерных групп:
А (71,960-71,970 мм)
В (71,970-71,980 мм)
С (71,980-71,990 мм)
Диаметры ремонтных поршней увеличены на 0,1 мм. По результатам измерений определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03-0,05 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтного размера. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор более 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному. 
10. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку.
Номинальный (расчетный) зазор:
- — для верхнего (первого) компрессионного кольца 0,030-0,070 мм;
- — для второго компрессионного кольца 0,020-0,060 мм;
- — для маслосъемного кольца 0,020-0,055 мм.
Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину. Если кольцо мало по высоте и зазор велик, подберите ремонтное кольцо, увеличенное на 0,1 мм. 
11. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.

Чтобы установить кольцо без перекоса, продвиньте кольцо в глубь цилиндра поршнем.
Зазор должен составлять 0,2-0,4 мм для верхнего компрессионного кольца, 0,5-0,7 мм для нижнего компрессионного кольца и 0,2-0,4 мм — для маслосъемного. Если зазор недостаточен, спилите стыковые поверхности кольца. Если зазор больше допустимого, замените кольцо.
12. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя при этом не нарушится. 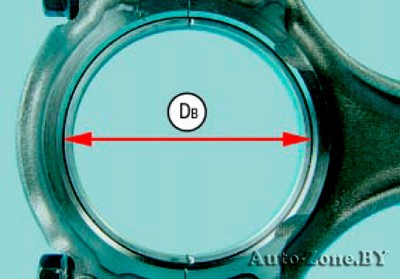
13. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.
Перед измерением затяните шатунные болты номинальным моментом.

14. Измерьте микрометром толщину Т шатунных вкладышей.
При отсутствии специальной насадки на микрометре для измерения вогнутой поверхности вкладыша можно воспользоваться небольшим шариком. После измерения вкладыша необходимо будет вычесть из полученного размера диаметр шарика.

15. Определите зазор между шатунными вкладышами и шейками коленчатого вала. Это можно сделать двумя способами: путем измерения диаметров шеек коленчатого вала и толщины вкладышей (см. п. 14) или с помощью калиброванной пластмассовой проволоки. 16. При первом способе измерьте микрометром диаметр Dн шатунных шеек. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Dв — 2T — Dн. Номинальный расчетный зазор составляет 0,021-0,060 мм.
— уложите коленчатый вал на постели коренных подшипников с установленными вкладышами, установите крышки коренных подшипников и затяните болты их крепления моментом, указанным в приложении 1 (см. «Сборка двигателя»);
— установите в блок цилиндров шатунно-поршневую группу (см. «Сборка двигателя»); 
— отрежьте от упаковки часть с отрезком калиброванной пластмассовой проволоки необходимой длины; 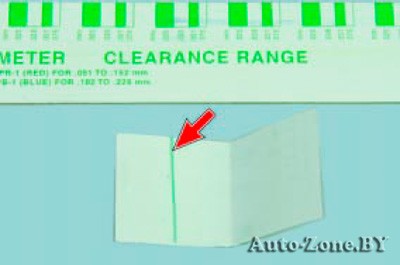
— раскройте упаковку и аккуратно извлеките из нее отрезок проволоки; 
— положите на шейку коленчатого вала обрезок калиброванной проволоки;
— установите крышку шатуна с установленным в нее вкладышем. Затяните шатунные болты до отказа, не затягивая окончательно, затем отверните их на один оборот, затяните моментом 19-21 Н-м (1,9-2,1 кгс-м) и доверните еще на 40°±2°. При этом не проворачивайте коленчатый вал; 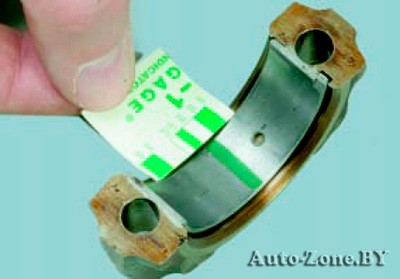
— снимите крышку шатуна и по сплющиванию проволоки определите зазор с использованием шкалы, нанесенной на упаковку проволоки.
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, замените вкладыши на этих шейках новыми номинальной толщины.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,127 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм.
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо ставить соответствующее клеймо, например «Ш 0,127».
Поскольку поверхность шеек коленчатого вала азотирована, после пере-шлифовки надо снова обработать (азотировать) поверхность шеек и после обработки опять проверить диаметры шатунных шеек.

18. Осмотрите верхние и нижние вкладыши коренных подшипников. К боковым торцам верхнего вкладыша третьего коренного подшипника приварены опорные полукольца упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.
Запрещается проводить какие-либо подгоночные операции на вкладышах.
19. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При их обнаружении замените вал. 
20. Измерьте микрометром наружный диаметр Dн коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей, — расчетным способом или с помощью калиброванной пластмассовой проволоки.
Номинальный расчетный зазор составляет 0,025-0,040 мм.
Если фактический расчетный зазор не укладывается в этот диапазон, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми номинальной толщины.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера (с уменьшением диаметра на 0,127 мм), замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия износа, если на них появились забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,127 мм.
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо ставить соответствующее клеймо, например «К 0,127».
Поскольку поверхность шеек коленчатого вала азотирована, после перешлифовки снова необходимо обработать (азотировать) поверхность шеек и, обработав их, вновь проверить диаметры коренных шеек.
21. Проверьте параллельность упорных буртиков средней коренной шейки: если они непараллельны, коленчатый вал погнут и должен быть заменен.
22. Промойте каналы коленчатого вала, для чего залейте бензин в радиальные каналы, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
23. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Пальцы с трещинами, чрезмерным износом в месте контакта с бобышками поршня и следами от проворачивания в верхней головке шатуна замените.
Поршневые пальцы и отверстия в бобышках поршней изготовлены с большой точностью. Поэтому поршневые пальцы изготавливают номинальным диаметром 17,970-17,974 мм, обеспечивающим зазор 0,008-0,016 мм между ними и отверстиями в бобышках поршня.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
При наличии нового комплекта запасных частей не используйте повторно выпрессованные поршневые пальцы.
Источник статьи: http://www.proalbea.ru/defektovka-detalej-dvigatelja.html
Сборка двигателя
Вам потребуются: динамометрический ключ, молоток (желательно с бойком из мягкого металла или полиуретана), приспособление для установки поршней в цилиндры, те же ключи, что и для разборки двигателя. 
1. Вставьте шатун в поршень, смажьте поршневой палец моторным маслом и запрессуйте его в шатун на том же приспособлении, на котором выпрессовывали палец, или с помощью молотка и подходящей оправки, вставленной во внутреннее отверстие пальца. Поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца, что позволит ему занять правильное положение.
Палец вставляют в верхнюю головку шатуна с натягом, поэтому для облегчения сборки и сохранения его посадки рекомендуется нагреть шатуны, поместив их верхними головками на 15 мин в нагретую до 240 °С электропечь. Температуру нагрева шатуна можно проконтролировать с помощью термохромного карандаша. Для правильного соединения пальца с шатуном запрессуйте палец как можно быстрее, так как после его остывания положение пальца изменить нельзя.
2. Установите поршневые кольца в порядке, обратном снятию.
При установке не разжимайте кольца больше, чем необходимо, чтобы не деформировать или не сломать их. 
Верхнее компрессионное кольцо устанавливайте надписью «С ТОР» вверх в первую канавку. 
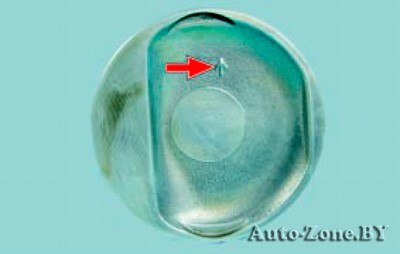
Нижнее компрессионное кольцо устанавливайте выточкой (показана стрелкой) вниз во вторую канавку. 
Маслосъемное кольцо устанавливайте надписью «С ТОР» вверх в третью канавку.
3. Сориентируйте кольца в канавках поршня, развернув их замки на 120° относительно друг друга. Установите кольца на остальные поршни.
Замок расширителя маслосъемного кольца должен быть расположен на 180° от замка маслосъемного кольца.
4. Уложите в постели блока цилиндров верхние вкладыши коренных подшипников.
В постель среднего (третьего) коренного подшипника уложите вкладыш с упорными полукольцами. 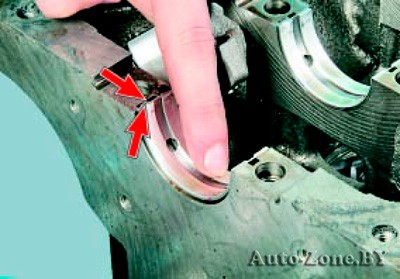
Вкладыши устанавливайте так, чтобы установочный усик вкладыша совместился с выемкой на постели.
5. Смажьте вкладыши моторным маслом.
6. Установите коленчатый вал в блок цилиндров. 
7. Уложите в крышки коренных подшипников нижние вкладыши, совместив усики вкладышей с выемками на крышках.
Верхние и нижние вкладыши коренных подшипников могут различаться по расположению отверстия для подвода масла. Вкладыши устанавливайте так, чтобы эти отверстия совпали с отверстиями каналов для подвода масла в постелях опор коренных подшипников. После установки вкладышей в гнезда их концы немного выступают наружу, поэтому для правильной ориентации вкладышей при окончательной затяжке болтов крепления крышек подшипников проследите, чтобы выступание обоих концов было одинаковым.
8. Смажьте моторным маслом коренные шейки коленчатого вала. 
9. Смажьте моторным маслом вкладыши в крышках коренных подшипников коленчатого вала.
10. Установите крышки коренных подшипников согласно порядковым номерам и сориентировав по меткам.
Для установки крышек подшипников коленчатого вала пользуйтесь молотком с мягким бойком, изготовленным из латуни, свинца или полиуретана. Устанавливать крышки затяжкой крепежных деталей запрещено, так как при этом будут повреждены посадочные поверхности крышек и блока цилиндров.
11. Установите болты крышек, равномерно подтяните болты до отказа, не затягивая окончательно, отверните на один оборот, затяните моментом 19-21 Н-м (1,9-2,1 кгс-м) и доверните на 90°±3°.
Болты крепления крышек коренных подшипников обязательно замените новыми.
12. Проверьте правильность сборки, провернув коленчатый вал рукой на несколько оборотов. Вал должен вращаться свободно и плавно. 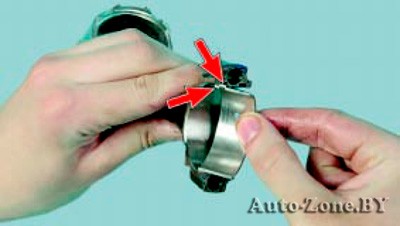
13. Установите вкладыши в шатуны, совместив установочный усик вкладыша с выемкой на шатуне.
14. Смажьте моторным маслом зеркала цилиндров, поршни, поршневые кольца и шатунные вкладыши. 
15. Установите на поршень приспособление для сжатия колец и, заворачивая винт, сожмите кольца. 
16. Проверните коленчатый вал так, чтобы его шатунная шейка, на которую монтируют шатунно-поршневую группу, установилась в ВМТ. Установите поршень в цилиндр в соответствии с маркировкой номера цилиндра на шатуне, нажмите (например, ручкой молотка) на поршень и сдвиньте его из оправки в цилиндр. Аналогично установите поршни в остальные цилиндры.
При установке поршней в цилиндры метка (стрелка) на поршне должна быть обращена к передней части двигателя.
Устанавливайте поршень в цилиндр осторожно, чтобы не повредить нижнюю головку шатуна шатунную шейку коленчатого вала.
При установке поршня в цилиндр плотно прижимайте оправку к плоскости блока цилиндров, иначе можно сломать поршневые кольца.

17. Установите шатунные вкладыши в крышки шатунов, совместив установочный усик вкладыша с выемкой на крышке. 
18. Смажьте моторным маслом шатунные вкладыши в крышках шатунов и шатунные шейки коленчатого вала.
19. Установите крышку шатуна, соединив шатун с шейкой коленчатого вала.

Надписи и значки на нижней головке шатуна и на его крышке должны быть расположены с одной стороны.
20. Вверните шатунные болты, не затягивая окончательно. Аналогично установите крышки остальных шатунов.
21. Затяните шатунные болты до отказа, не затягивая окончательно, затем отверните их на один оборот, затяните моментом 19-21 Н-м (1,9-2,1 кгс-м) и доверните еще на 40°±2°.
22. Проверьте легкость перемещения шатуна вдоль шатунной шейки. При заедании выверните шатунные болты и повторно затяните их номинальным моментом. 
23. Проверьте боковой зазор шатуна, он должен быть 0,070-0,242 мм. Увеличенный зазор указывает на чрезмерный износ щек кривошипов коленчатого вала. В этом случае замените коленчатый вал.
24. Аналогично закрепите крышки остальных шатунов. 
25. Проверьте осевой зазор коленчатого вала, он должен быть 0,055-0,265 мм. Увеличенный зазор указывает на износ опорных фланцев коленчатого вала или среднего коренного подшипника. В этом случае замените коленчатый вал. Если это не приведет к уменьшению осевого зазора, придется заменить блок цилиндров.
26. Установите держатель заднего сальника коленчатого вала в сборе с сальником.
27. Установите маслоприемник и масляный насос (см. «Снятие и установка масляного насоса»).
28. Установите масляный картер (см. «Замена уплотнения масляного картера»).
29. Установите маховик (см. «Снятие, дефектовка и установка маховика»).
30. Далее соберите двигатель в порядке, обратном разборке. Установка головки блока цилиндров описана в подразделе «Замена прокладки головки блока цилиндров», водяного насоса -в подразделе «Замена водяного насоса», ремня привода газораспределительного механизма — в подразделе «Замена и регулировка натяжения ремня, замена натяжного ролика привода газораспределительного механизма».
31. Отрегулируйте зазоры в приводе клапанов (см. «Регулировка зазоров в приводе клапанов»).
32. Отрегулируйте натяжение ремней привода насоса гидроусилителя рулевого управления (см. «Проверка, регулировка и замена натяжения ремня привода насоса гидроусилителя рулевого управления»), генератора и компрессора кондиционера(см. «Проверка, регулировка и замена ремня привода генератора и компрессора кондиционера»).
После сборки двигателя рекомендуется провести его обкатку на стенде. Поскольку вне специальных ремонтных организаций сделать это невозможно, после установки двигателя на автомобиль обкатайте его по упрощенному циклу:
1. Убедитесь в правильности регулировки привода дроссельной заслонки, залейте масло и охлаждающую жидкость, проверьте герметичность всех соединений.
2. Пустите двигатель и дайте ему поработать без нагрузки по следующему циклу:
Не доводите работу двигателя до максимальных режимов.
3. Во время работы проверьте герметичность двигателя и его систем, давление масла, обратите внимание на наличие посторонних шумов.
4. Если обнаружены посторонние шумы или другие неисправности, остановите двигатель и устраните их причину.
5. Начав эксплуатацию автомобиля, соблюдайте режимы, предусмотренные для периода обкатки нового автомобиля.
Источник статьи: http://www.proalbea.ru/sborka-dvigatelja.html