Замена сальниковой набивки насоса
Тип набивочного материала для сальников:
— асбестовые плетеные, пропитанные графитом с проволокой (для агрегатов, работающих с жидкими и агрессивными веществами);
— хлопчатобумажные, пропитанные графитом (для насосов, работающих при высоких температурах (от 100 °C).

Подготовка к замене сальниковой набивки насоса
Для выполнения работ потребуются инструменты: нож, гаечный ключ, специальный крючок, штангенциркуль.
- 1. После снятия кольца гидрозатвора следует извлечь остатки изношенного сальникового уплотнителя.
- 2. Удалить накопившуюся грязь с коробки, вала (или втулки).
- 3. Выполнить осмотр вала (или втулки). Если они повреждены или имеют большой износ – устанавливают новые детали.
Подбор необходимого размера набивки
- 1. Размер набивочного материала следует подбирать непосредственно к определенному агрегату.
- 2. Для определения количества набивки, измеряют диаметры вала (или втулки) и коробки в области уплотнения. Необходимым размером будет половина разницы от полученных замеров.
- 3. Материал нарезать с одной стороны кольцами.
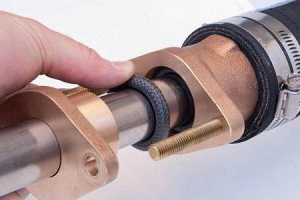
- 4. Плотно, но без излишнего натяжения, обернуть набивку вокруг оправки, чтобы камера сальника была полностью заполнена. Следует проверить, что размеры оправки соответствуют валу. Нельзя производить намотку по спирали.
- 5. Установить кольцо гидрозатвора.
- 6. После наполнения набивкой следует вложить сальник, затянуть крышку болтами.
К сведению! При намотке нужно тщательно следить за плотным прилеганием колец. Высота набивочного комплекта должна быть меньше ширины сальника. Края каждого последующего кольца располагать по радиусу 180°C в отношению к предшествующему.
Проверка установки сальниковой набивки
- 1. После выполненных действий включают насос. После запуска установки появляются подтекания. Под действием тепла набивка увеличивается, протекание в первое время свидетельствует о прочности материала.
- 2. Когда течь прекращается, винты сальника немного ослабляют, чтобы удалить излишки жидкости.
- 3. После того, часовой работы насоса следует постепенно прикручивать сальник (каждые полминуты) на штатное место. Гайки завинчивают до тех пор, пока капать будет не более 3-х раз в минуту.
К сведению! Чтобы не было большого трения, сальник изначально сильно не прикручивают. Это может привести к перегреву, затвердеванию набивки и потере эластичности в зоне соприкосновения с валом. В дальнейшем, уменьшение эластичности повлечет повреждение вала (или втулки).
Эксплуатация агрегата после замены набивки
- 1. В первое время эксплуатации насоса после замены сальниковой набивки 1 раз в день проверяют протечки.
- 2. Во избежание перегревания, в этот период полное фиксирование сальника не должно быть выше 40% от первоначальной высоты набивочного материала.
Установить сальниковую набивку несложно, если придерживаться четких правил и инструкции по замене сальниковой набивки.
Источник статьи: http://tambov-ati.ru/poleznye-stati/zamena-salnikovoj-nabivki-nasosa.html
Набивки насосные плетеные. Установка
Инструкция по установке насосных плетеных сальниковых набивок
Инструкция по установке насосных плетеных сальниковых набивок
1. Первоначально необходимо произвести полную очистку камеры и вала, удалив всю старую набивку, после чего внимательно обследовать вал с муфтой на наличие глубоких зарубок и следов износа. При обнаружении существенных изъянов, необходимо осуществить замену изношенных деталей или выполнить их обработку механическим способом. Величина сальникового зазора по отношению к сечению набивки не должна превышать 2-х процентов .
2. Затем сальниковая насосная камера заполняется кольцами набивки, подготовленными ранее. Разрез колец может быть перпендикулярным или диагональным. Набивочные кольца лучше всего нарезать на оправке, имеющей тот же самый диаметр, что и вал в области сальниковой камеры. Нарезка колец может производиться вне сальниковой камеры, на валу.
Разрез для плунжерных насосов
Разрез для центробежных насосов
Набивка плотно (но без чрезмерных усилий) наматывается на оправку. Кольцо разрезается и вставляется в сальниковую камеру. При этом необходимо обязательно удостовериться в том, что оно имеет плотное прилегание к стенкам сальниковой камеры и должным образом заполняет набивочное место.
Аналогичным образом могут быть разрезаны все дополнительные кольца. Первое кольцо можно использовать в качестве образца, с которым в процессе разрезания будут сравниваться остальные кольца.
При разрезании встык колец, расположенных на плоской поверхности, необходимо обязательно убедиться в том, что при измерении длины кольца учитывается не внутренний или внешний диаметр, а длина используемого в качестве образца кольца. Это позволит добиться максимально плотного соприкосновения концов колец.
Если оправка отсутствует, то расчет длины кольца сальниковой набивки производится с помощью следующей формулы:
Длина кольца набивки = (S + D) * K *π
где S – сечение сальниковой набивки
К = 1,03 для D больше 100 мм
Кольца должны иметь правильный размер. В противном случае довольно значительно уменьшается срок службы набивки.
3. Кольца следует устанавливать максимально плотно. Точка, в которой осуществляется стыковка следующего кольца, должна располагаться относительно места стыковки предыдущего кольца со сдвигом на 90 градусов (как минимум). Все кольца должны быть очень плотно посажены на свои места. По окончании установки в сальниковую камеру всех предварительно подготовленных колец их следует слегка поджать с помощью грундбуксы, при этом стараясь не допускать ее перекоса. В процессе установки колец сальниковой набивки требуется учитывать направление вращения насосного вала и направление плетения набивки.

Установка с учетом направления вращения
4. Поджим набивки по месту с использованием усиленного надавливания ее грундбуксой следует избегать. Наличие чрезмерной течи в течение первых 60-ти минут работы позволит впоследствии добиться лучшей работоспособности набивки на протяжении всего периода ее эксплуатации (который, к тому же, станет более продолжительным). Сальник необходимо равномерно и аккуратно поджимать до тех пор, пока величина течи на один сантиметр диаметра насосного вала не достигнет уровня пяти-семи капель в минуту.
Внимание: Запуск насоса, на котором установлена новая сальниковая набивка, производится со значительным подтеканием. Останавливать течь полностью не рекомендуется ни в коем случае.
Источник статьи: http://germeticus.ru/questions/index/np/braided_packing/
Инструкция 2.3 Инструкция по монтажу сальниковой набивки для уплотнения валов насосов, работающих в среде без абразива
Зам. генерального директора
по монтажу сальниковой набивки для уплотнения валов насосов, работающих в среде без абразива.
Настоящая инструкция по монтажу распространяется на графитовую набивку, армированную лавсаном марки НГ-100 (НГ-Л) и НГ-101 (НГ-Л-Ф).
Набивка НГ-100 (НГ-Л) обладает низким коэффициентом трения, непроницаема для газов и жидкостей, стойкая в агрессивной среде и повышенных температурах. Для дополнительного снижения коэффициента трения и увеличения химической стойкости набивка пропитывается фторопластом и имеет марку НГ-101 (НГ-Л-Ф).
1. ОБЩИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ САЛЬНИКОВОГО УЗЛА.
2. ОБЩИЕ УКАЗАНИЯ ПО УСТАНОВКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ САЛЬНИКОВОГО УЗЛА.
1.1. При уплотнении сальниковых камер насосов с помощью плетеной сальниковой набивки шероховатость поверхности должна отвечать следующим требованиям (Рис. 1).
Вал/защитная втулка вала насоса Ra ≤ 0,16 мкм;
Внутренняя поверхность сальниковой камеры Ra ≤ 3,2 мкм.
1.2. В насосе должны устанавливаться 5-7 колец. На основании особых условий эксплуатации может быть установлено более высокое число колец. Тогда каждое кольцо должно быть уплотнено отдельно.
1.3. Поверхности грундбуксы, подсальникового кольца, не должны иметь сколов и фасок. Острые кромки притупить, но не закруглять.
1.4. Для исключения потери герметичности сальникового уплотнения не рекомендуется применение грундбуксы и подсальникового кольца со скошенными торцами (15°).
1.5. Схема уплотнительного узла отображена на Рис. 1.
1.6. При наличии скосов, фасок и зазоров свыше требуемых рекомендуется установка крайних колец из углеродной набивки НУ-201 (УНФ).
2. ОБЩИЕ УКАЗАНИЯ ПО УСТАНОВКЕ
2.1. Перед установкой новых колец набивки необходимо удалить старые кольца набивки или их остатки.
2.2. Вал или защитную втулку необходимо проверить на износ и при слишком сильных повреждениях заменить.
2.3. При наличии в сальнике фонарного кольца, зазор между валом и отверстием фонарного кольца не должен превышать 0,02 S .
2.4. Если сальниковая камера имеет большую глубину, изготовить по месту подсальниковое кольцо. Высота подсальникового кольца x определяется как разность между глубиной сальниковой камеры L и суммой высоты сальникового пакета Н, состоящего из 4-6 колец набивки, подпрессованных на 25 % и 1/3 длины рабочей части грундбуксы l . (Рис. 1).
Внутренний и наружный диаметр подсальникового кольца вычисляется по формулам;
Длина рабочей части грундбуксы
Берем набивку размером 16 ×16 мм;
Для уплотнения необходимо использовать 6 колец: 6 ×16 = 96 мм;
Уплотнить на 25%: 96 — 96 ×0,25 = 72 мм;
Продвижение грундбуксы на 1/3 от длины грундбуксы: 1/3 ×40≈13 мм;
Необходимая глубина сальниковой камеры: 72 + 13 = 85 мм;
Высота подсальникового кольца: 190 — 80 = 105 мм.
2.5. «Разбивать», «раздавливать» до большего размера, «забивать» сальниковую набивку при уплотнении сальниковых камер насосов категорически запрещается.
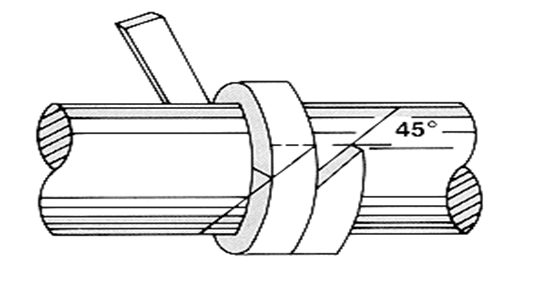
2.6. При нарезке набивки для колец необходимо, чтобы при установке в сальниковую камеру обрезы набивочных колец были прижаты параллельно друг другу. Рекомендуемый угол реза — 20°.
Длину заготовки для изготовления сальникового кольца можно определить по формуле:
где d — диаметр шпинделя (штока), мм;
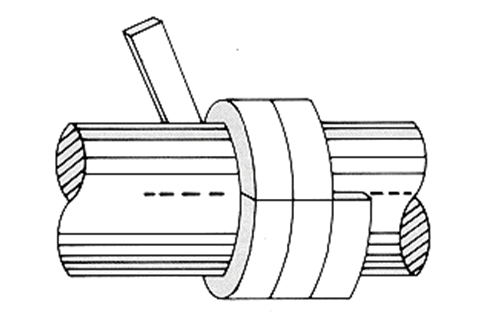
2.7. Возможно применение намоточного метода нарезки колец. Для этого шнур набивки плотно наматывают на вспомогательную втулку диаметром, равным диаметру вала, и разрезают на кольца. Разрезку выполняют под прямым углом к плоскости колец (рис. 3..) Аккуратный разрез получается при дополнительной обмотке втулки с набивкой тонкой клейкой лентой.
2.8. Для лучшей приработки допускается смазка вала либо набивки смазочным графитом либо дисульфидом молибдена.
2.9. Кольца устанавливаются в камеру по одному со смещением разрезов на 90°, например: 0°; 90°; 180°; 270° и т.д.
2.10. Нужно стремиться запрессовать каждое кольцо отдельно на 20÷25 % от первоначальной высоты при помощи разъемной монтажной втулки. Это объясняется тем, что боковое давление составляет 0,85 от усилия уплотнения: Рбок = 0,85 Р (у асбеста Рбок = 0,3Р) и при затяжке всего пакета не удается обжать все кольца одинаковым усилием.
2.11. Если запрессовка является невозможной, то можно уложить максимум до 4 колец (со сдвижкой разрезов в 90°). Затем запрессуйте с помощью сальниковой втулки (при глубокой сальниковой камере нужна монтажная гильза). Потом укладываются остальные кольца и снова запрессовываются втулкой.
2.12. Окончательная величина обжатия уплотнительного пакета должна составлять 20 ÷ 25 % от первоначальной высоты пакета колец.
Изменение высоты пакета ∆Н:
где Н0 — первоначальная высота уплотнительного пакета;
Примечание: При использовании сальников с фонарным кольцом, место фонарного кольца определять с учетом 25% сжатия колец набивки.
2.13. Во время подтяжки сальниковой втулки вал должен многократно приводиться в действие для того, чтобы контролировать установочные усилия на валу.
2.14. В момент запуска насоса допускается протечка свыше установленной нормы для обеспечения притирания набивки.
2.15. В течение первого часа после начала работы при необходимости производится подтяжка грундбуксы на 1/4 оборота гайки через каждые несколько минут с контролем температуры сальниковой камеры. Подтяжку производить до обеспечения желаемой протечки или ее полного устранения.
2.16. При высоких скоростях вращения и/или температуре среды во время запуска в течение первых 20-30 минут возможно парение набивки в связи с выгоранием небольшого количества (
Источник статьи: http://gosthelp.ru/text/instrukciya23instrukciyap.html
Сальниковая набивка: типы, как её выбрать и заменить сальники

Сальниковая набивка – это самый популярный тип уплотнений не только центробежных насосов и арматуры, но и многого другого оборудования.
Уплотнение этого типа представляет собой шнур круглого или квадратного сечения, пропитанный каким либо материалом, например асбестом или графитом. Сальники центробежных насосов необходимы для того, чтобы исключить, а скорее уменьшить протечки жидкости из рабочей камеры оборудования.
Сальниковые уплотнения, в отличии от торцовых, не являются герметичными. Для поддержания их в рабочем состоянии необходимо обеспечить минимальную протечку для смачивания.
Содержание статьи
Типы набивок
На сегодняшний в день в свободной продаже представлено огромное количество разнообразных сальниковых набивок, которые различаются друг от друга:
![]() по плетению – сквозные и комбинированные
по плетению – сквозные и комбинированные
![]() по структуре – армированные и неармированные
по структуре – армированные и неармированные
![]() по составу – асбестовые (и безасбестовые), графитовые и фторопластовые.
по составу – асбестовые (и безасбестовые), графитовые и фторопластовые.
Асбестовые сальниковые набивки

Уплотнения этого типа применяются в оборудовании, которое работает с агрессивными средами, а так же при повышенных температурах и давлении. Материал выдерживает температуру до 250°С и давление до 2,5 МПа (25 атм).
Рабочая среда: нейтральная, агрессивная, нефтепродукты, газообразная и пар. Используется в центробежных насоса и арматуре.
Марки:
АП-31 — асбестовая Плетеная пропитанная антифрикционным жировым составом)
АПР-31 — Асбестовая с ПРоволокой пропитанная антифрикционным составом
АГИ — Асбестовая проклеенная с Графитом Ингибированная
АПРПП — Асбестовая с латунной ПРоволокой Прорезиненная Пропитанная антифрикционным составом и графитированная
АПРПС — Асбестовая с латунной ПРоволокой Прорезиненная Сухая и графитированная
АС — Асбестовая Cухая плетеная
АФТ — Асбестовая пропитанная эмульсией Фторопласта и Тальком
Безасбестовые сальниковые набивки
Уплотнения этого типа применяют для арматуры и насосов, работающих под давлением не выше 20 Мпа (200 Атм) и температурой до 100°С. Рабочая среда: газ, пар, минеральные масла, нефтяное топливо, промышленная вода.
Марка:
ХБП-31 – хлопчатобумажная с масляной и графитовой пропиткой
Фторопластовые

Набивки этого типа не только эластичные, но и стойкие к агрессивным средам. Ограничения использования таких набивок состоит в том, что их запрещается использовать в средах с содержанием хлора.
Область применения: фармацевтическая, нефтяная и химическая промышленности.

Графитовые сальниковые набивки характеризуются высокой упругостью и хорошей пластичностью при обжатии. Они имеют низкий коэффициент трения и высокую теплопроводность, что практически исключает коррозионный и механический износ рабочей поверхности валов насосного оборудования и штоков арматуры.
Ограничения таких уплотнения состоит в том, что их не рекомендуется использовать в средах с высокой концентрацией азотных, хлористых и хромсодержащих соединений.
Графитовые набивки способны работать при температуре до 650°С в различных рабочих средах среди которых: тяжелые и легкие горячие нефтепродукты и продукты нефтегазовой переработки, вода, углеводороды, смазочное и термальное масло, органические растворители, криогенные жидкости и другие.
Подбор необходимой сальниковой набивки
Переходя к подбору необходимой Вам сальниковой набивки необходимо определиться с назначением и областью использования оборудования.
Материал, из которого будет выполнена набивка сальников, должен обеспечить необходимую герметичность, не приводить к появлению коррозии на корпусе оборудования, а также прослужить как можно дольше.
Уплотнение должно подходить к среде в которой его планируется использовать. Например если насос перекачивает агрессивные среды (щелочи и кислоты), то основа сальника должна быть кислото- и щелочестойкой. Аналогичное требование распространяется на углеводы (бензин, жиры, масла).
Неправильно подобранная набивка сальника может привести к разгерметизации, аварии, потере реагентов и так далее.
С другой стороны обратите внимание на температуру и давление, на которые рассчитан материал уплотнения. Например, процесс транспортирования нефти осуществляется при высоких температурах. Разгерметизация в этом случае может привести к ухудшению состава нефти, воспламенению, выделению паров наружу и даже взрыву.
Набивка сальников насосов должна быть устойчива к вибрации, а ещё должна обладать высоким запасом прочности к истиранию. С этой целью их дополняют различными компонентами, например, фторопластом.
Замена сальниковой набивки
Инструкция по замене сальников центробежного насоса состоит из 3 этапов.
1. Удаление отработавшей сальниковой набивки

Первый шаг состоит в извлечении отработавшей свой срок сальниковой набивки.
Затем необходимо очистить посадочное место от загрязнений и проверить вал и нажимную гайку на наличие повреждений, сколов, деформации и коррозии.
При неудовлетворительных результатах проверки изношенные детали так же необходимо заменить.
2. Подготовка новой сальниковой набивки

На этом этапе необходимо подобрать типа набивки исходя из условий эксплуатации оборудования (советы по подбору в разделе “Подбор необходимой сальниковой набивки” этой статьи).
Сечение будущей набивки (S) определяется по следующей формуле:
где Dкамеры — диаметр сальниковой камеры;
Dвала — диаметр вала.
Подобрав материал и сечение и закупив набивку её необходимо нарезать на кольца. Для определения длины кольца используют формулу
где d — диаметр вала;
S — размер набивки;
1,07 — поправочный коэффициент.
Внимание! Запрещено расплющивать сальниковую набивку для придания ей требуемого размера.
Нарезанные заготовки рекомендуется намотать на заготовку, диаметр которой равен диаметру вала оборудования. Края заготовок рекомендуется подрезать под углом 450 и скрепить.
3. Замена сальников на центробежных насосах

Кольца новой сальниковой набивки устанавливаются по очереди таким образом, чтобы разрезы были смещены на угол в 90°.
Установленные кольца прижимаются нажимной гайкой или грундбуксой. Перекосы при обжатии недопустимы.
Проверка установки сальниковой набивки
После установки сальниковой набивки необходимо включить насос в работу и проверить наличие течей. При нагреве и намокании во время работы оборудования набивка увеличивается в размере.
Если течи нет, то нажимную гайку немного ослабляют. Гайку регулируют до тех пор, пока не установится протечка не более 3-4 капель в минуту.
Внимание! Чтобы снизить износ новой набивки от трения, нажимную гайку (сальник) изначально сильно не затягивают. Если гайка будет затянута очень сильно, то это может привести к перегреву, затвердеванию набивки и потери эластичности в месте её соприкосновения с валом. Проблема в этом случае заключается в том, что затвердевшая набивка может привести к повреждению вала насоса.
Видео: замена сальников на центробежных насосах
В этом разделе мы подготовили для Вас фрагмент учебного фильма по замене сальниковой набивки насоса.
Дальнейшая эксплуатация набивок зависит от правильно подобранной марки, её структуры и состава. В качестве материалов выступают как натуральные, так и искусственные компоненты, которые в большинстве марок дополнительно пропитывают различными составами.
Выбор пропитки зависит от назначения и условий применения, таких как рабочая температура, давление и нагрузки.
Источник статьи: http://www.nektonnasos.ru/article/ustrojstvo/salnikovaya-nabivka/